
فناوری تولید مارگارین
خلاصه اجرایی
شرکتهای غذایی امروزه مانند سایر مشاغل تولیدی، نه تنها بر قابلیت اطمینان و کیفیت تجهیزات فرآوری مواد غذایی تمرکز دارند، بلکه بر خدمات مختلفی که تأمینکننده تجهیزات فرآوری میتواند ارائه دهد نیز تمرکز دارند. جدا از خطوط فرآوری کارآمدی که ارائه میدهیم، میتوانیم از مرحله ایده یا پروژه اولیه تا مرحله راهاندازی نهایی، شریک شما باشیم، و البته خدمات پس از فروش مهم را نیز نباید فراموش کرد.
شیپوتک بیش از 20 سال تجربه در صنعت فرآوری و بستهبندی مواد غذایی دارد.
مقدمهای بر فناوری ما
چشمانداز و تعهد
بخش شیپوتک از طریق فعالیتهای جهانی خود، راهکارهای مهندسی فرآیند و اتوماسیون را برای صنایع لبنی، غذایی، آشامیدنی، دریایی، دارویی و مراقبتهای شخصی طراحی، تولید و به بازار عرضه میکند.
ما متعهد به کمک به مشتریان خود در سراسر جهان برای بهبود عملکرد و سودآوری کارخانه و فرآیندهای تولیدی خود هستیم. ما با ارائه طیف گستردهای از محصولات و راهحلها، از اجزای مهندسیشده گرفته تا طراحی کارخانههای فرآیندی کامل که توسط برنامههای کاربردی پیشرو در جهان و تخصص توسعه پشتیبانی میشوند، به این هدف دست مییابیم.
ما همچنان به مشتریان خود کمک میکنیم تا عملکرد و سودآوری کارخانه خود را در طول عمر مفید آن با خدمات پشتیبانی متناسب با نیازهای فردی آنها از طریق یک شبکه هماهنگ خدمات مشتری و قطعات یدکی بهینه کنند.
تمرکز بر مشتری
شیپوتک خطوط فرآوری مدرن، با راندمان بالا و قابل اعتماد را برای صنایع غذایی توسعه، تولید و نصب میکند. برای تولید محصولات چربی کریستالیزه مانند مارگارین، کره، اسپردها و روغنهای جامد، شیپوتک راهحلهایی ارائه میدهد که شامل خطوط فرآوری برای محصولات غذایی امولسیونشده مانند سس مایونز، سسها و چاشنیها نیز میشود.
تولید مارگارین
مارگارین و محصولات مرتبط حاوی یک فاز آب و یک فاز چربی هستند و بنابراین میتوانند به عنوان امولسیونهای آب در روغن (W/O) توصیف شوند که در آنها فاز آب به صورت قطرات ریز در فاز چربی پیوسته پراکنده شده است. بسته به کاربرد محصول، ترکیب فاز چربی و فرآیند تولید بر این اساس انتخاب میشوند.
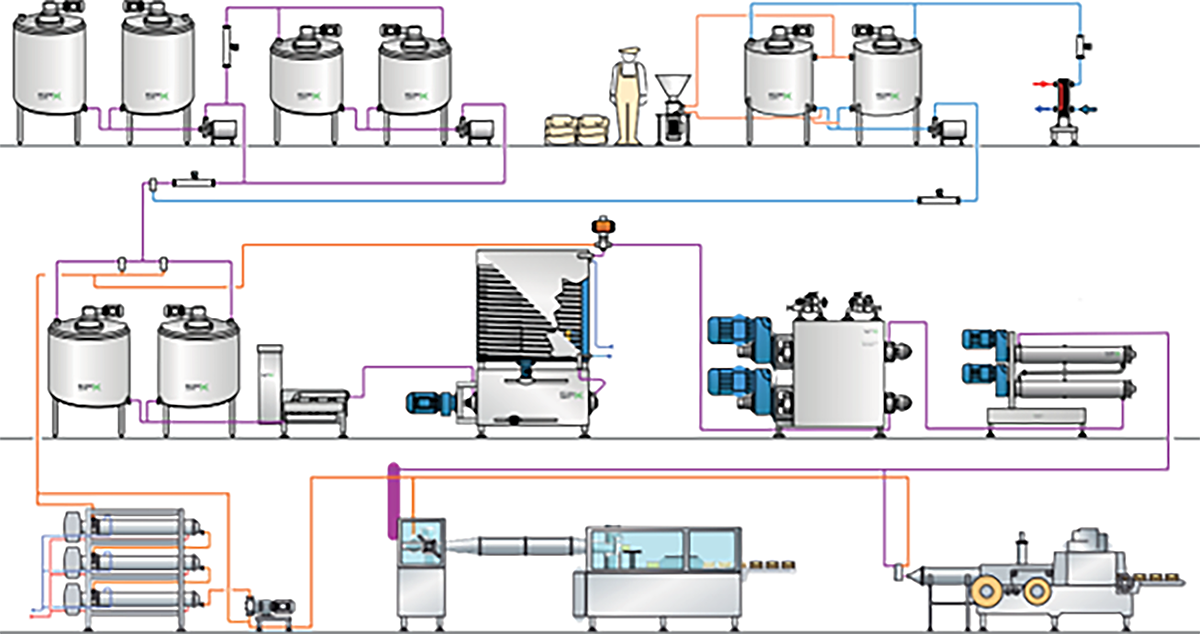
جدا از تجهیزات کریستالیزاسیون، یک مرکز تولید مدرن مارگارین و محصولات مرتبط معمولاً شامل مخازن مختلفی برای ذخیرهسازی روغن و همچنین برای امولسیفایر، فاز آبی و آمادهسازی امولسیون خواهد بود؛ اندازه و تعداد مخازن بر اساس ظرفیت کارخانه و سبد محصولات محاسبه میشود. این مرکز همچنین شامل یک واحد پاستوریزاسیون و یک مرکز ذوب مجدد است. بنابراین، فرآیند تولید را میتوان به طور کلی به زیرفرآیندهای زیر تقسیم کرد (لطفاً به نمودار 1 مراجعه کنید):

آمادهسازی فاز آب و فاز چربی (ناحیه ۱)
فاز آب اغلب به صورت ناپیوسته در مخزن فاز آب تهیه میشود. آب باید از کیفیت آشامیدنی خوبی برخوردار باشد. اگر کیفیت آب آشامیدنی تضمین نشود، میتوان آب را با استفاده از مثلاً یک سیستم UV یا فیلتر، پیشتصفیه کرد.
جدا از آب، فاز آبی میتواند شامل نمک یا آب نمک، پروتئینهای شیر (مارگارین و کره کم چرب)، شکر (شیرینی پفکی)، تثبیتکنندهها (کره کم چرب و کره کم چرب)، مواد نگهدارنده و طعمدهندههای محلول در آب باشد.
مواد اصلی در فاز چربی، یعنی مخلوط چربی، معمولاً ترکیبی از چربیها و روغنهای مختلف هستند. برای دستیابی به مارگارین با ویژگیها و عملکردهای مورد نظر، نسبت چربیها و روغنها در مخلوط چربی برای عملکرد محصول نهایی تعیینکننده است.
چربیها و روغنهای مختلف، چه به صورت مخلوط چربی و چه به صورت روغنهای تکی، در مخازن ذخیره روغن که معمولاً در خارج از تأسیسات تولید قرار دارند، ذخیره میشوند. این مخازن در دمای نگهداری پایدار بالاتر از نقطه ذوب چربی و تحت همزن نگهداری میشوند تا از تجزیه چربی جلوگیری شود و امکان جابجایی آسان فراهم شود.
جدا از مخلوط چربی، فاز چربی معمولاً از مواد محلول در چربی جزئی مانند امولسیفایر، لسیتین، طعمدهنده، رنگ و آنتیاکسیدانها تشکیل شده است. این مواد جزئی قبل از افزودن فاز آب، یعنی قبل از فرآیند امولسیونسازی، در مخلوط چربی حل میشوند.
تهیه امولسیون (منطقه ۲)

امولسیون با انتقال روغنها و چربیها یا مخلوطهای مختلف چربی به مخزن امولسیون تهیه میشود. معمولاً ابتدا چربیهای با نقطه ذوب بالا یا مخلوطهای چربی اضافه میشوند و سپس چربیهای با نقطه ذوب پایینتر و روغن مایع. برای تکمیل آمادهسازی فاز چربی، امولسیفایر و سایر مواد جزئی محلول در روغن به مخلوط چربی اضافه میشوند. هنگامی که تمام مواد تشکیلدهنده فاز چربی به درستی مخلوط شدند، فاز آب اضافه میشود و امولسیون تحت اختلاط شدید اما کنترلشده ایجاد میشود.
سیستمهای مختلفی را میتوان برای اندازهگیری مواد مختلف امولسیون استفاده کرد که دو مورد از آنها به صورت ناپیوسته کار میکنند:
سیستم کنتور جریان
سیستم مخزن توزین
سیستم امولسیونسازی پیوسته در خط، راهکاری است که کمتر مورد توجه قرار میگیرد، اما در مواردی مانند خطوط با ظرفیت بالا که فضای محدودی برای مخازن امولسیون در دسترس است، مورد استفاده قرار میگیرد. این سیستم از پمپهای دوزینگ و کنتورهای جریان جرمی برای کنترل نسبت فازهای اضافه شده به یک مخزن امولسیون کوچک استفاده میکند.
سیستمهای ذکر شده در بالا همگی میتوانند به صورت کاملاً خودکار کنترل شوند. با این حال، برخی از کارخانههای قدیمیتر هنوز سیستمهای آمادهسازی امولسیون با کنترل دستی دارند، اما این سیستمها به نیروی کار زیادی نیاز دارند و به دلیل قوانین سختگیرانه ردیابی، نصب آنها امروزه توصیه نمیشود.
سیستم جریانسنج مبتنی بر آمادهسازی امولسیون به صورت دستهای است که در آن فازها و مواد تشکیلدهنده مختلف هنگام انتقال از مخازن آمادهسازی فازهای مختلف به مخزن امولسیون توسط جریانسنجهای جرمی اندازهگیری میشوند. دقت این سیستم +/-0.3٪ است. این سیستم با عدم حساسیت به تأثیرات خارجی مانند لرزش و گرد و غبار مشخص میشود.
سیستم مخزن توزین مانند سیستم جریانسنج مبتنی بر آمادهسازی امولسیون به صورت دستهای است. در اینجا مقادیر مواد تشکیلدهنده و فازها مستقیماً به مخزن امولسیون اضافه میشوند که بر روی سلولهای بار نصب شده و مقادیر اضافه شده به مخزن را کنترل میکنند.
معمولاً برای آمادهسازی امولسیون از یک سیستم دو مخزنی استفاده میشود تا خط کریستالیزاسیون بتواند به طور مداوم کار کند. هر مخزن به عنوان مخزن آمادهسازی و بافر (مخزن امولسیون) عمل میکند، بنابراین خط کریستالیزاسیون از یک مخزن تغذیه میشود در حالی که بچ جدید در مخزن دیگر آماده میشود و برعکس. به این سیستم، سیستم فلیپ فلاپ میگویند.
همچنین میتوان از محلولی استفاده کرد که در آن امولسیون در یک مخزن تهیه شده و پس از آماده شدن به مخزن بافر منتقل میشود و از آنجا به خط کریستالیزاسیون تغذیه میشود. این سیستم، سیستم پیش مخلوط/بافر نامیده میشود.
پاستوریزاسیون (منطقه ۳)

امولسیون معمولاً از مخزن بافر به طور مداوم از طریق یک مبدل حرارتی صفحهای (PHE) یا یک مبدل حرارتی سطح خراشیده کمفشار (SSHE) یا SSHE پرفشار برای پاستوریزاسیون قبل از ورود به خط تبلور پمپ میشود.
برای محصولات پرچرب معمولاً از PHE استفاده میشود. برای انواع کمچربتر که انتظار میرود امولسیون ویسکوزیته نسبتاً بالایی از خود نشان دهد و برای امولسیونهای حساس به حرارت (مثلاً امولسیونهایی با محتوای پروتئین بالا)، سیستم SPX به عنوان محلول فشار پایین یا SPX-PLUS به عنوان محلول فشار بالا توصیه میشود.
فرآیند پاستوریزاسیون مزایای متعددی دارد. این فرآیند مانع رشد باکتریها و سایر میکروارگانیسمها میشود و در نتیجه پایداری میکروبیولوژیکی امولسیون را بهبود میبخشد. پاستوریزاسیون فقط فاز آبی امکانپذیر است، اما پاستوریزاسیون امولسیون کامل ترجیح داده میشود زیرا فرآیند پاستوریزاسیون امولسیون، زمان ماندگاری از محصول پاستوریزه تا پر کردن یا بستهبندی محصول نهایی را به حداقل میرساند. همچنین، محصول در یک فرآیند درون خطی از پاستوریزاسیون تا پر کردن یا بستهبندی محصول نهایی فرآوری میشود و پاستوریزاسیون هرگونه مواد بازیافتی با پاستوریزاسیون امولسیون کامل تضمین میشود.
علاوه بر این، پاستوریزاسیون امولسیون کامل تضمین میکند که امولسیون در دمای ثابت به خط کریستالیزاسیون تغذیه میشود و پارامترهای پردازش، دمای محصول و بافت محصول ثابتی را به دست میآورد. علاوه بر این، هنگامی که امولسیون به درستی پاستوریزه شده و در دمای ۵ تا ۱۰ درجه سانتیگراد بالاتر از نقطه ذوب فاز چربی به پمپ فشار بالا تغذیه میشود، از بروز امولسیون پیش کریستالیزه شده که به تجهیزات کریستالیزاسیون تغذیه میشود، جلوگیری میشود.
یک فرآیند پاستوریزاسیون معمولی پس از تهیه امولسیون در دمای ۴۵-۵۵ درجه سانتیگراد شامل یک مرحله گرم کردن و نگه داشتن امولسیون در دمای ۷۵-۸۵ درجه سانتیگراد به مدت ۱۶ ثانیه و متعاقباً یک فرآیند خنک کردن تا دمای ۴۵-۵۵ درجه سانتیگراد خواهد بود. دمای نهایی به نقطه ذوب فاز چربی بستگی دارد: هرچه نقطه ذوب بالاتر باشد، دما نیز بالاتر است.
سرد کردن، تبلور و ورز دادن (ناحیه ۴)
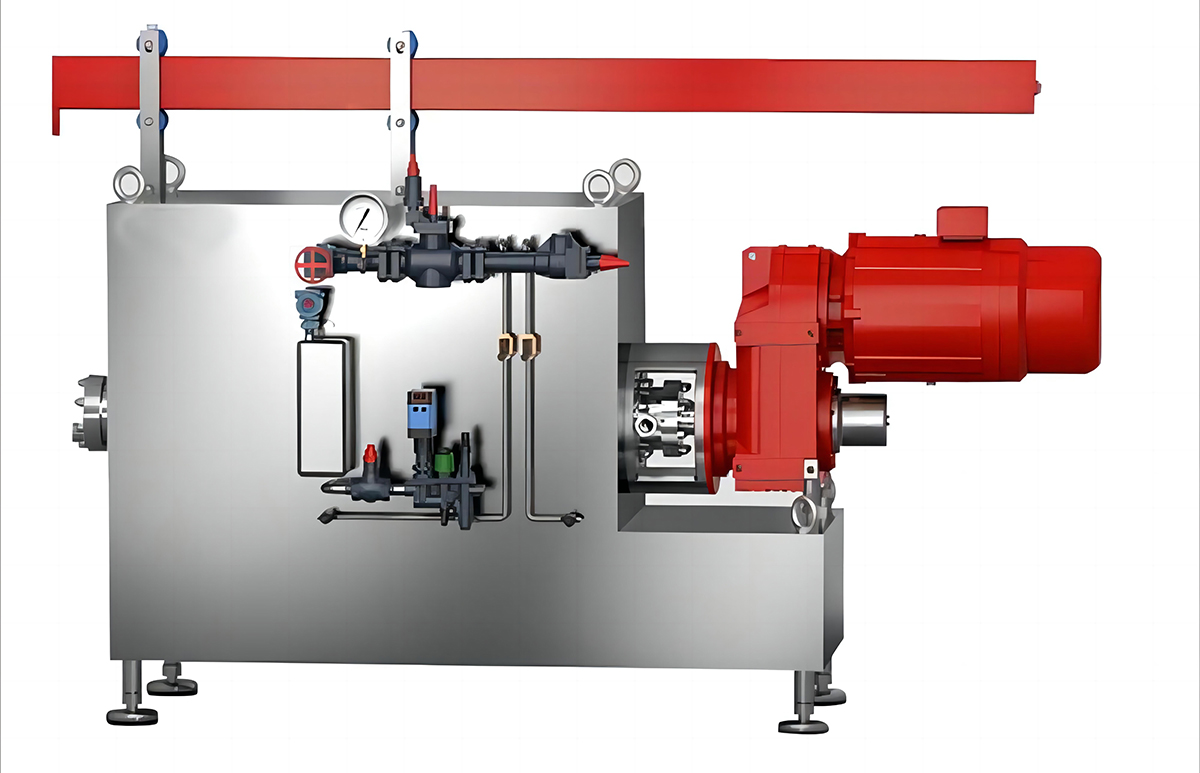
امولسیون توسط یک پمپ پیستونی فشار بالا (HPP) به خط تبلور پمپ میشود. خط تبلور برای تولید مارگارین و محصولات مرتبط معمولاً شامل یک SSHE فشار بالا است که توسط محیط خنککننده آمونیاک یا فرئون خنک میشود. دستگاه(های) روتور پین و/یا تبلورکنندههای میانی اغلب در خط گنجانده میشوند تا شدت و زمان ورز دادن اضافی برای تولید محصولات پلاستیکی اضافه شود. یک لوله استراحت مرحله نهایی خط تبلور است و فقط در صورت بستهبندی محصول در آن قرار میگیرد.
قلب خط کریستالیزاسیون، SSHE با فشار بالا است که در آن امولسیون گرم، فوق سرد شده و روی سطح داخلی لوله خنککننده، کریستالیزه میشود. امولسیون به طور موثر توسط تراشندههای چرخان تراشیده میشود، بنابراین امولسیون به طور همزمان سرد و ورز داده میشود. هنگامی که چربی موجود در امولسیون کریستالیزه میشود، کریستالهای چربی یک شبکه سهبعدی تشکیل میدهند که قطرات آب و روغن مایع را به دام میاندازد و در نتیجه محصولاتی با خواص نیمه جامد پلاستیکی تولید میشود.
بسته به نوع محصولی که قرار است تولید شود و نوع چربیهای مورد استفاده برای آن محصول خاص، پیکربندی خط کریستالیزاسیون (یعنی ترتیب لولههای خنککننده و ماشینهای روتور پین) میتواند تنظیم شود تا پیکربندی بهینه برای آن محصول خاص فراهم شود.
از آنجایی که خط کریستالیزاسیون معمولاً بیش از یک محصول چربی خاص تولید میکند، SSHE اغلب از دو یا چند بخش خنککننده یا لولههای خنککننده تشکیل شده است تا الزامات یک خط کریستالیزاسیون انعطافپذیر را برآورده کند. هنگام تولید محصولات چربی کریستالیزه مختلف از مخلوطهای مختلف چربی، انعطافپذیری مورد نیاز است زیرا ویژگیهای کریستالیزاسیون مخلوطها ممکن است از یک مخلوط به مخلوط دیگر متفاوت باشد.
فرآیند تبلور، شرایط فرآوری و پارامترهای فرآوری تأثیر زیادی بر ویژگیهای مارگارین نهایی و محصولات اسپرید دارند. هنگام طراحی خط تبلور، شناسایی ویژگیهای محصولاتی که قرار است در خط تولید شوند، مهم است. برای تضمین سرمایهگذاری برای آینده، انعطافپذیری خط و همچنین پارامترهای فرآوری قابل کنترل به صورت جداگانه ضروری است، زیرا طیف محصولات مورد نظر ممکن است با گذشت زمان و همچنین مواد اولیه تغییر کند.
ظرفیت خط تولید توسط سطح خنککننده موجود در SSHE تعیین میشود. دستگاههای با اندازههای مختلف از خطوط با ظرفیت کم تا زیاد در دسترس هستند. همچنین درجات مختلفی از انعطافپذیری از تجهیزات تک لولهای تا خطوط چند لولهای موجود است، بنابراین خطوط فرآوری بسیار انعطافپذیر هستند.
پس از اینکه محصول در SSHE سرد شد، وارد دستگاه روتور پین و/یا کریستالایزرهای میانی میشود که در آن برای مدت زمان مشخص و با شدت مشخصی ورز داده میشود تا به ایجاد شبکه سهبعدی که در سطح ماکروسکوپی همان ساختار پلاستیکی است، کمک کند. اگر قرار است محصول به عنوان یک محصول بستهبندی شده توزیع شود، قبل از اینکه قبل از بستهبندی در لوله استراحت تهنشین شود، دوباره وارد SSHE میشود. اگر محصول در فنجانها پر شود، هیچ لوله استراحتی در خط کریستالیزاسیون وجود ندارد.

بستهبندی، پر کردن و ذوب مجدد (منطقه ۵)

دستگاههای بستهبندی و پرکن مختلفی در بازار موجود است که در این مقاله به آنها اشاره نخواهد شد. با این حال، اگر محصول برای بستهبندی یا پر کردن تولید شود، قوام آن بسیار متفاوت است. بدیهی است که یک محصول بستهبندی شده باید بافت سفتتری نسبت به یک محصول پر شده داشته باشد و اگر این بافت بهینه نباشد، محصول به سیستم ذوب مجدد هدایت میشود، ذوب شده و برای پردازش مجدد به مخزن بافر اضافه میشود. سیستمهای ذوب مجدد مختلفی در دسترس هستند، اما پرکاربردترین سیستمها PHE یا SSHE با فشار پایین هستند.
اتوماسیون
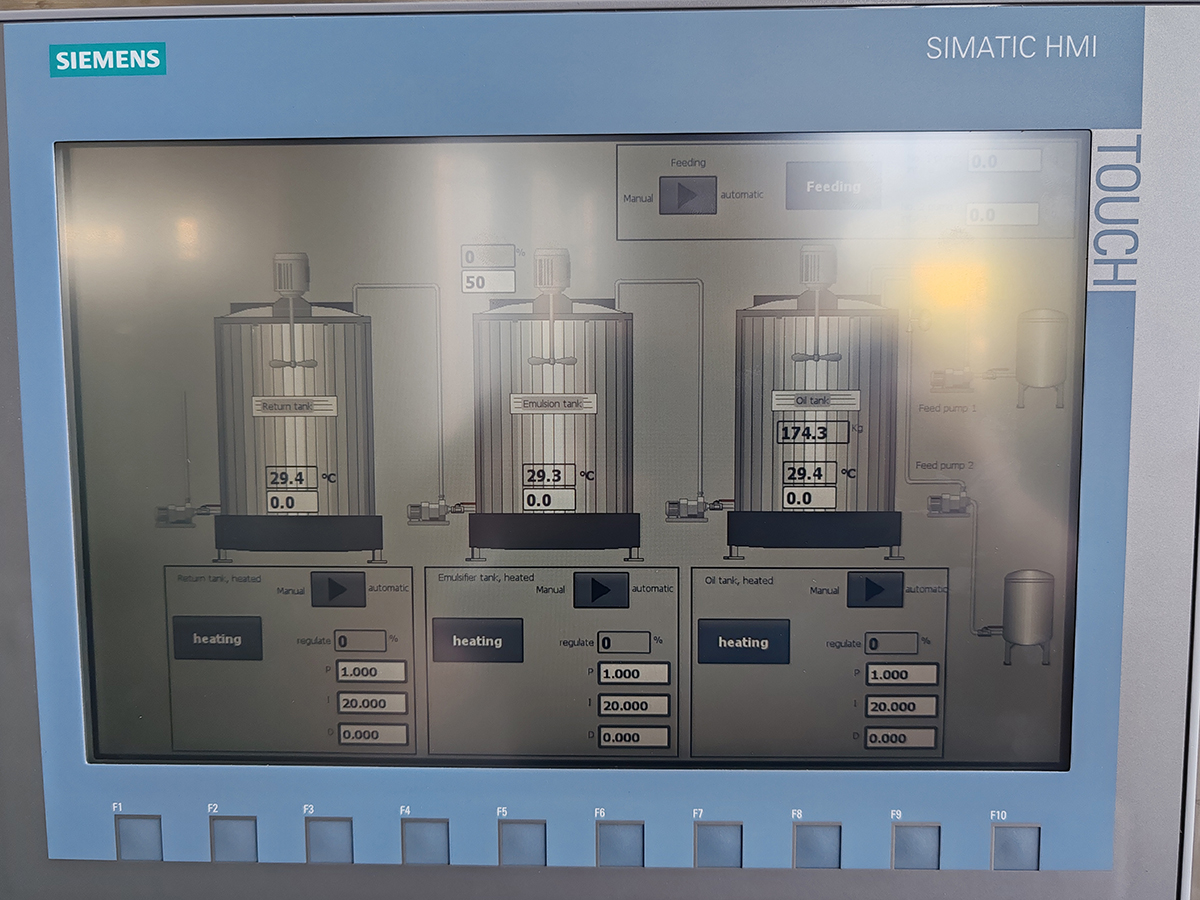
مارگارین، مانند سایر محصولات غذایی، امروزه در بسیاری از کارخانهها تحت رویههای دقیق ردیابی تولید میشود. این رویهها معمولاً شامل مواد تشکیلدهنده، تولید و محصول نهایی میشوند و نه تنها منجر به افزایش ایمنی مواد غذایی، بلکه منجر به کیفیت ثابت مواد غذایی نیز میشوند. الزامات ردیابی را میتوان در سیستم کنترل کارخانه پیادهسازی کرد و سیستم کنترل شیپوتک برای کنترل، ثبت و مستندسازی شرایط و پارامترهای مهم مربوط به کل فرآیند تولید طراحی شده است.
سیستم کنترل مجهز به رمز عبور است و قابلیت ثبت دادههای تاریخی از تمام پارامترهای دخیل در خط فرآوری مارگارین، از اطلاعات دستور پخت گرفته تا ارزیابی نهایی محصول را دارد. ثبت دادهها شامل ظرفیت و خروجی پمپ فشار بالا (لیتر در ساعت و فشار برگشتی)، دمای محصول (شامل فرآیند پاستوریزاسیون) در طول تبلور، دمای خنککننده (یا فشار محیط خنککننده) SSHE، سرعت SSHE و دستگاههای روتور پین و همچنین بار موتورهایی که پمپ فشار بالا، SSHE و دستگاههای روتور پین را اداره میکنند، میشود.
سیستم کنترل

در طول پردازش، اگر پارامترهای پردازش برای محصول خاص از حد مجاز خارج شوند، آلارمهایی برای اپراتور ارسال میشود؛ این آلارمها قبل از تولید در ویرایشگر دستور غذا تنظیم میشوند. این آلارمها باید به صورت دستی تأیید شوند و اقدامات طبق رویهها انجام شود. همه آلارمها در یک سیستم آلارم تاریخی برای مشاهده بعدی ذخیره میشوند. هنگامی که محصول از خط تولید در بستهبندی یا پر شده مناسب خارج میشود، جدا از نام محصول که معمولاً با تاریخ، زمان و شماره شناسایی دسته برای ردیابی بعدی مشخص میشود. بنابراین، تاریخچه کامل تمام مراحل تولید مربوط به فرآیند تولید برای امنیت تولیدکننده و کاربر نهایی، مصرفکننده، بایگانی میشود.
سی آی پی

کارخانههای تمیز کردن CIP (CIP = تمیز کردن در محل) نیز بخشی از یک کارخانه مارگارین مدرن هستند، زیرا کارخانههای تولید مارگارین باید به طور منظم تمیز شوند. برای محصولات مارگارین سنتی، هفتهای یک بار فاصله تمیز کردن معمول است. با این حال، برای محصولات حساس مانند محصولات کم چرب (حاوی آب زیاد) و/یا حاوی پروتئین بالا، فواصل کوتاهتر بین CIP توصیه میشود.
در اصل، دو سیستم CIP استفاده میشود: کارخانههای CIP که فقط یک بار از محیط تمیزکننده استفاده میکنند یا کارخانههای CIP توصیهشده که از طریق محلول بافر محیط تمیزکننده کار میکنند که در آن محیطهایی مانند قلیا، اسید و/یا ضدعفونیکنندهها پس از استفاده به مخازن ذخیرهسازی CIP جداگانه بازگردانده میشوند. فرآیند دوم ترجیح داده میشود زیرا یک راهحل سازگار با محیط زیست است و از نظر مصرف مواد تمیزکننده و در نتیجه هزینه آنها، یک راهحل اقتصادی است.
در صورتی که چندین خط تولید در یک کارخانه نصب شده باشد، میتوان مسیرهای تمیزکاری موازی یا سیستمهای ماهوارهای CIP را راهاندازی کرد. این امر منجر به کاهش قابل توجه زمان تمیزکاری و مصرف انرژی میشود. پارامترهای فرآیند CIP به طور خودکار کنترل و برای ردیابی بعدی در سیستم کنترل ثبت میشوند.
سخنان پایانی
هنگام تولید مارگارین و محصولات مرتبط، باید به خاطر داشت که نه تنها مواد اولیه مانند روغنها و چربیهای مورد استفاده یا دستور پخت محصول، کیفیت محصول نهایی را تعیین میکنند، بلکه پیکربندی کارخانه، پارامترهای فرآوری و وضعیت کارخانه نیز در این امر دخیل هستند. اگر خط تولید یا تجهیزات به خوبی نگهداری نشوند، این خطر وجود دارد که خط تولید به طور مؤثر عمل نکند. بنابراین، برای تولید محصولات با کیفیت بالا، یک کارخانه با عملکرد خوب ضروری است، اما انتخاب ترکیب چربی با ویژگیهایی که با کاربرد نهایی محصول مطابقت داشته باشد، و همچنین پیکربندی و انتخاب صحیح پارامترهای فرآوری کارخانه نیز مهم است. در نهایت، محصول نهایی باید مطابق با کاربرد نهایی، تحت عملیات حرارتی قرار گیرد..
زمان ارسال: ۱۹ دسامبر ۲۰۲۳